Для применения «горячего формования листового металла» необходима специальная технология обработки технологических процессов.
Изделие — горячий лист с температурой поверхности до +1000°C может переноситься только с помощью особых изолированных теплостойких захватов. Также для переноса из формовочного пресса в стопку уже готовых изделий при температуре до +250°с необходимы также специальные захваты. Нами разработана комплексное решение по захватам для данной отрасли промышленности. Модульная система позволяет вносить необходимые изменения и настройки довольно просто. Все компоненты многократно испытаны в тяжелых условиях эксплуатации и совершенно надёжны.
Вакуумный захват для листового металла:
Захват, показанный ниже, является примером для сбора холодного листового металла из стопки и размещения его на линии. Металлический лист подобран вверх чашками всасывания. Для компенсации допусков по высоте всасывание установлены подпружиненные чашки присосок. Высота штабеля определяется во время захвата перемещается в точка захвата подпружиненным датчиком. При необходимости могут быть установлены дополнительные датчики и датчик обнаружения двойного листа.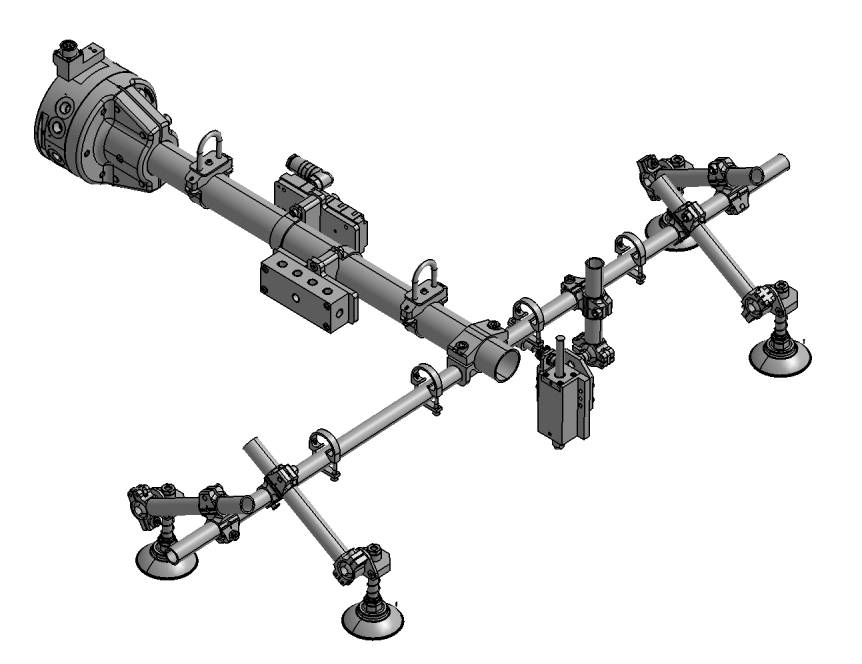
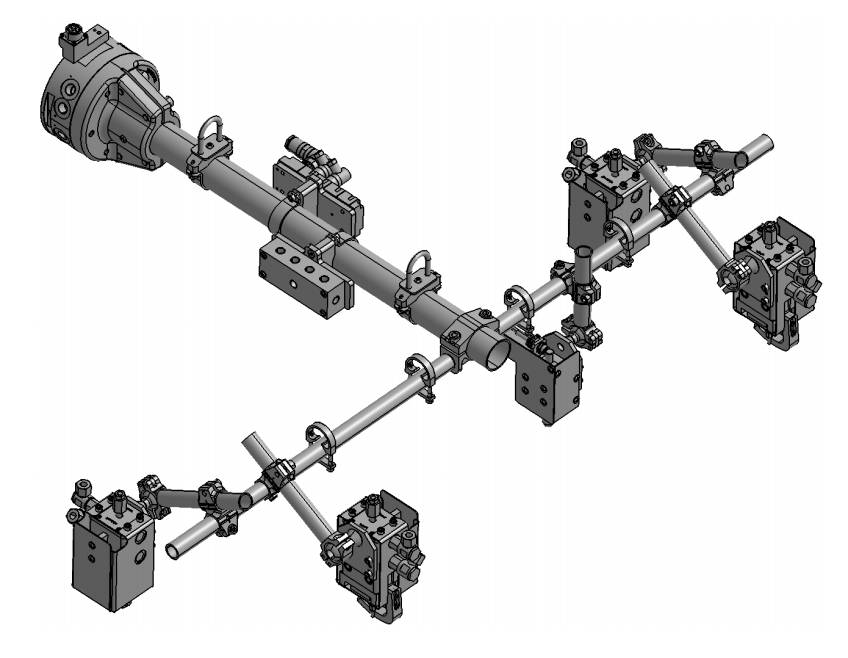
Захват для горячих деталей:
Показанный ниже пример для выбора сверху горячего металлического листа с температурой +1000°C от линии печи и перенос его в формовочный пресс. Металлический лист механически сжат с теплостойкими угловыми захватами. Для предохранения от жары установки и уменьшения теплопотерь металлического листа захват покрыт жаропрочным экраном из нержавеющая стали. Из-за чрезмерно высокой температуры электрические датчики предпочтительно не устанавливаются.
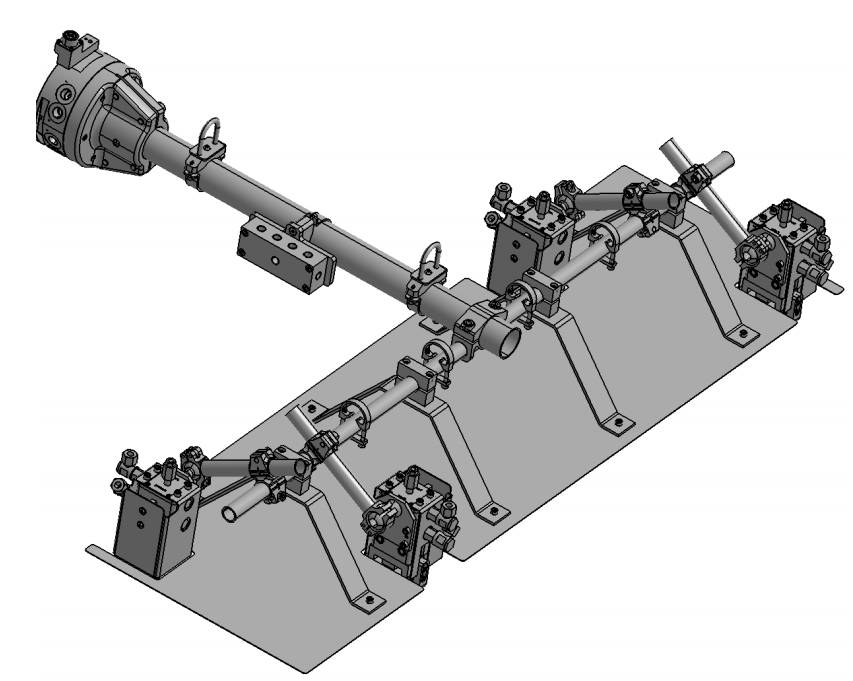
Захват для теплых и холодных деталей:
Захват показанный ниже как пример перекладки листов с температурой от +200°C до+ 400°C из формовочного пресса и для последующих погрузочно-разгрузочных работ. Лист захватывается с помощью термостойких угловых захватов. В данном случае нет необходимости в предохранительном жаростойком экране. Лист будет обнаружен термостойкими и подпружиненными датчиками. Положения захвата определяются термостойкими датчиками. В зависимости от компоновки линии деталь будет размещена на фикциях или будет перенесена на последующие процессы. Для дальнейшей обработки листа ввиду понижения температуры применяется стандартные нетермостойкие захваты.